
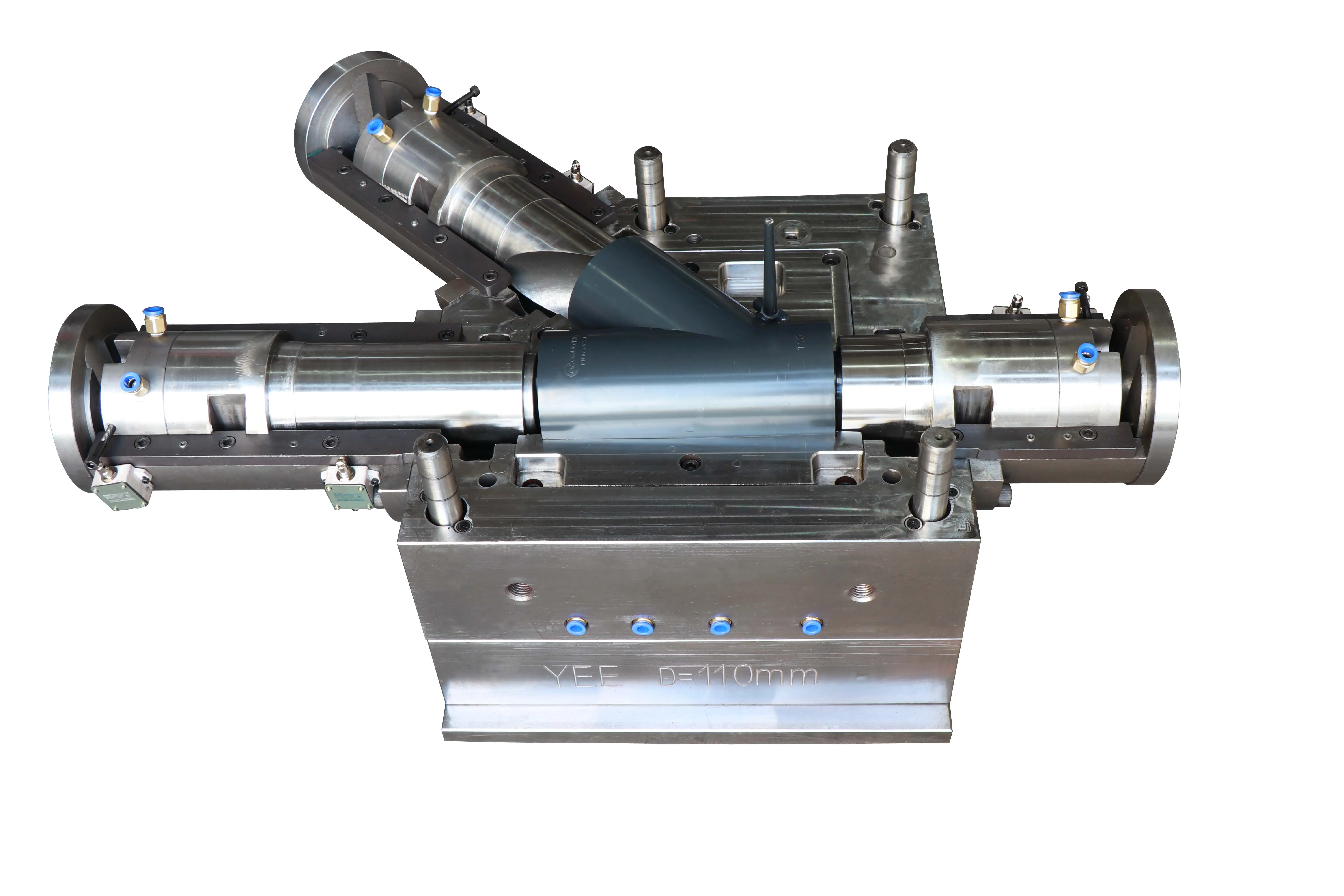
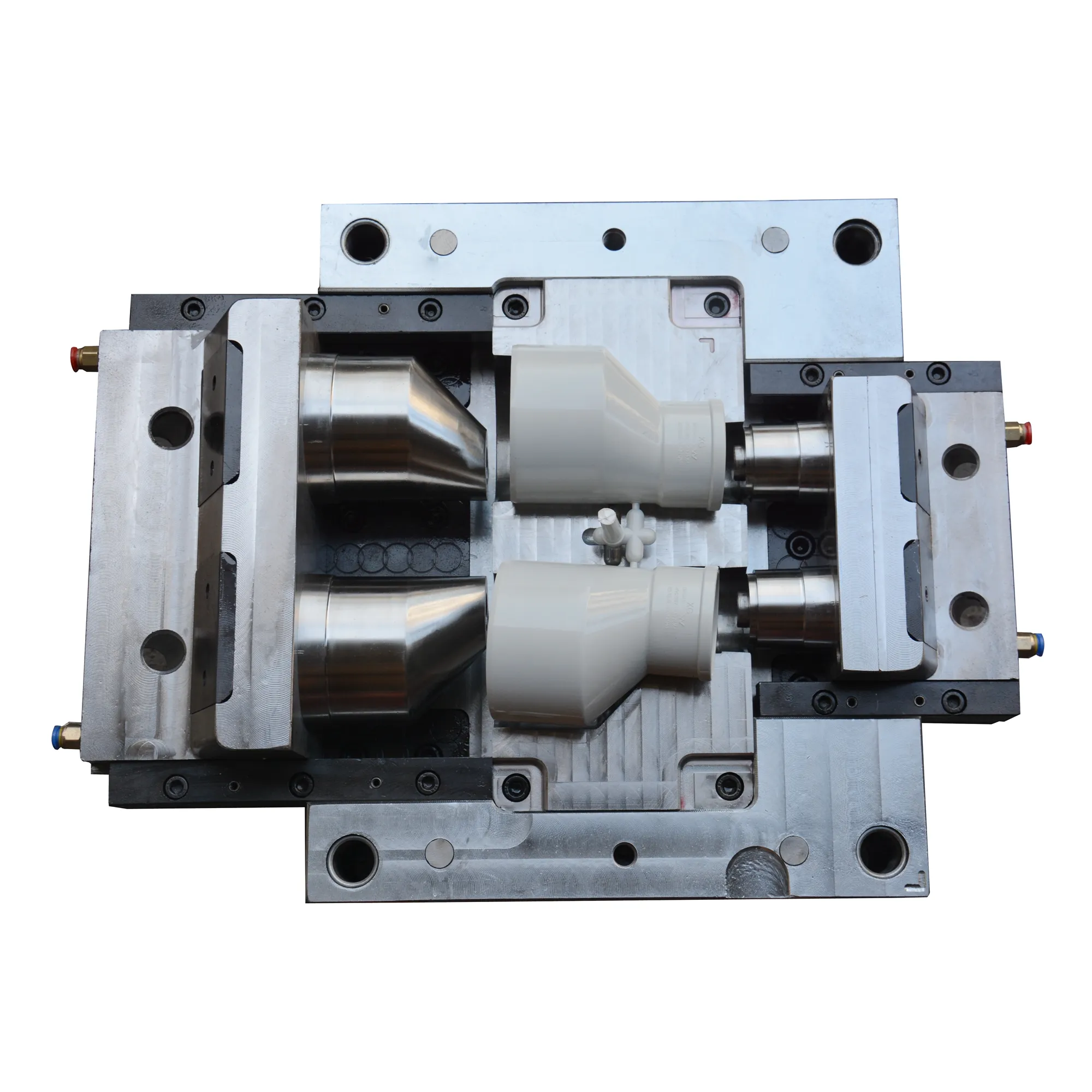
U-PVC teePutken sovitusmuotti
Muotin nimi:U-PVC teePutken sovitusmuotti
Onkalo: 2 onkaloa
Muotin koko: 75 mm
Muottiteräs: Saksa2316 china2316 tai 4cr13 ontelolle ja ytimelle
Portti: suora portti
muotin rakenne: öljysylinteri
Ytimen/ontelon kovuus: HRC 40-45° alipainelämpökäsittelyn jälkeen
Ruiskuvalukone: 320T
PVC-injektioongelma ja ratkaisu
1. Materiaalin puute: Ilmiö, että muottia ei voida täyttää, esiintyy usein ruiskuputkien liitosprosessissa. Kun ruiskuvalukone juuri alkoi toimia, koska muotin lämpötila on liian alhainen, PVC-sulan materiaalin lämpöhäviö on suuri, helppo tuottaa varhaisessa jähmettymisessä, muotin ontelon vastus on suuri ja materiaalia ei voida täyttää muotin ontelolla. Tämä ilmiö on hyvin normaali, mutta myös väliaikainen, jatkuvan injektion jälkeen digitaalinen malli katoaa automaattisesti. Jos muottia ei voida täyttää koko ajan, harkitse seuraavia tilanteita ja tee tarvittavat säädöt:
1: ruiskutusmateriaalin lämpötila on alhainen ja juoksevuus huono, joten lämmityslämpötilaa voidaan nostaa asianmukaisesti materiaalin pehmennyksen ja juoksevuuden parantamiseksi.
2: Ruiskupuristussykli on lyhyt tai riittämätön materiaali, joka voi olla sopiva ruiskutusajan pidentämiseen ja soolin määrän lisäämiseen.
3: Jos asetettu paine on liian alhainen tai ruiskutuspaineesta pitopaineeseen siirtymisen aika on liian aikainen, ruiskutuspainetta voidaan lisätä sopivasti tai muuttaa pitopaineesta siirtymisaikaa.
4: ruiskutusnopeus on alhainen, ruiskutusnopeutta voidaan lisätä asianmukaisesti.
5: virtauskanavajärjestelmän rakenteen koko on pieni, voi olla tarkoituksenmukaista lisätä pää-, shunttikanavan tai portin tilavuutta suuremmaksi
6: muotin pakoputki ei ole hyvä, voi olla tarkoituksenmukaista muuttaa portin asentoa tai avata pakoura.
7: ohutseinämäinen täyttömuotti on vaikeaa, voi säätää tuotteen rakennetta tai muuttaa porttijärjestelmää.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
Sähköposti








 Whatsapp
Whatsapp Puhelin
Puhelin