
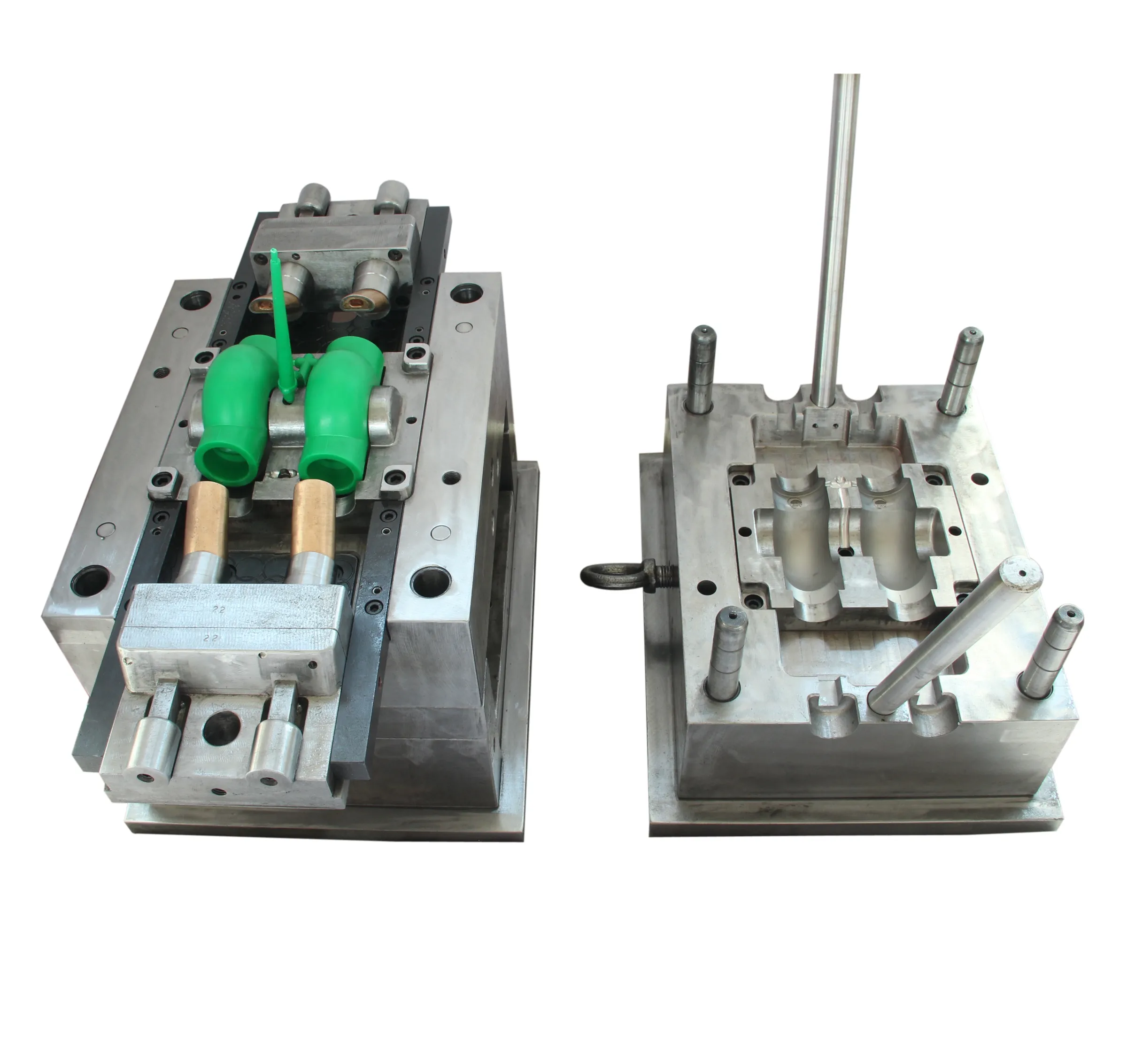
UPVC 50mm Kulma 90° putki sovitusmuotti
Muotin nimi:UPVC 50mm Kulma 90° putki sovitusmuotti
Ontelo: 4 onkaloa
Muotin koko: 50 mm
Muottiteräs: Saksa2316 china2316 tai 4cr13 ontelolle ja ytimelle
Portti: suora portti
Muotin rakenne: Kulmatappi ja öljysylinteri
Ytimen/ontelon kovuus: HRC 40-45° alipainelämpökäsittelyn jälkeen
Ruiskuvalukone: 300 T
Taizhou Huangyan Hong Jin mold Co., Ltd on perustettu vuonna 2002. Olemme ammattimaisia putkisovitusmuottien suunnittelussa ja valmistamisessa yli 23 vuotta.
Odotamme pitkää yhteistyötä kanssasi.
Seuraavassa on tärkeimmät tiedot viitteellesi.
Vaikeuksia PVC-muotin suunnitteluvaiheessa
Monimutkainen jako- ja porttisuunnittelu
Vaikeusaste: PVC-sulalla on korkea viskositeetti ja huono juoksevuus. Jotta kaikki muottipesän osat (erityisesti ohutseinäiset ja distaaliset osat) täyttyisivät samanaikaisesti ja tasaisesti, virtauskanavan (pää- ja haarakanavat) ja portin suunnittelu on ratkaisevan tärkeää.
Erityiset haasteet:
Tasapainoinen virtauskanava: Varmista, että painehäviö ja virtausaika ruiskuvalukoneen suuttimesta jokaisen ontelon päähän ovat yhdenmukaisia, jotta vältetään lyhyt ruiskutus (riittämätön täyttö) tai ylipaineen pito (ylivuoto, suuri sisäinen jännitys).
Portin asento ja muoto: Väärä portin asennon valinta voi aiheuttaa hitsausjälkiä heikkopainelaakerialueelle, mikä vaikuttaa vakavasti putkiliitosten halkeamispaineeseen. Myös portin koko on laskettava tarkasti. Jos se on liian pieni, se tuottaa suuren määrän lämpöä leikkaamisen aikana ja on alttiina hajoamiselle; Jos se on liian suuri, jäähdytys on hidasta, sykli on pitkä ja portin irrottaminen on vaikeaa.
Kylmämateriaalikaivo ja poisto: PVC on helppo jäähdyttää, ja tehokas kylmämateriaalikaivo on suunniteltava kaappaamaan edessä oleva kylmä materiaali. Samanaikaisesti monimutkaiset ontelot ovat alttiita kaasun loukkuun, ja on välttämätöntä rakentaa kohtuulliset ja riittävät poistoaukot, muuten se voi aiheuttaa ongelmia, kuten palamista (hajoamista) ja materiaalipulaa.
Ontelon suunnittelu ja kutistumisnopeuden arviointi
Vaikeusaste: PVC:n muovauskutistumisnopeus ei ole kiinteä arvo, ja siihen vaikuttavat useat tekijät, kuten hartsilaatu, kaava (kuten täyteainepitoisuus), prosessiparametrit (lämpötila, paine) jne.
Erityinen haaste: Suunnittelijoiden on määritettävä erilainen kutistumisaste muotin eri osiin kokemuksen ja materiaalien syvän ymmärryksen perusteella. Esimerkiksi paksun ja ohuen lihan kutistumisnopeus on erilainen, ja myös kutistumisnopeus virtaussuunnassa ja pystysuunnassa on erilainen. Epätarkka arvio voi johtaa lopputuotteen mittapoikkeamiin, mikä vaikuttaa erityisesti putkiliitosten kierreliitoskokoon ja hylsyn kokoon.
Jäähdytysjärjestelmän suunnittelu
Vaikeusaste: PVC on lämpöherkkä materiaali, joka on jäähdytettävä tehokkaasti ja tasaisesti muotin sisällä.
Erityiset haasteet:
Tasainen jäähdytys: Epäsäännöllinen putkirakenne ja epätasainen seinämän paksuus johtavat epäyhtenäiseen jäähdytysnopeuteen. Hitaasti jäähtyvät osat kutistuvat enemmän, mikä johtaa kutistumisjälkiin, vääntymiseen ja sisäiseen jännitykseen.
Vesiväylän asettelu: Jäähdytysvesiväylät on järjestettävä mahdollisimman lähelle ja tasapainoisesti muotin ontelon pintaa monimutkaisissa muottirungoissa ja -sydämissä, mikä on valtava testi prosessointikyvylle. Epätasainen jäähdytys johtaa suoraan tuotantosyklien pidentämiseen ja tuotteen saannon vähenemiseen.
Irrotusjärjestelmän suunnittelu
Vaikeusaste: PVC-liittimissä on yleensä sisäkierteet, käänteiset soljet tai monimutkaiset riparakenteet.
Erityiset haasteet:
Sydänvetomekanismi: Monimutkaiset liukukappaleet, kaltevat yläosat ja muut ytimen vetomekanismit on suunniteltava muotin purkamiseksi. Näiden laitosten suunnittelun tulee olla tarkkaa, luotettavaa, sujuvasti liikkuvaa, häiriötöntä ja riittävän lujaa ja kulutuksenkestävyyttä.
Top out -tasapaino: Ylätapin sijoittelun on varmistettava, että putkiliittimet työntyvät tasaisesti ja synkronisesti ulos. Mikä tahansa epätasapaino voi aiheuttaa tuotteen valkoiseksi, muodonmuutoksen tai jopa rikkoutumisen.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
Sähköposti







 Whatsapp
Whatsapp Puhelin
Puhelin